

Cauza principală a creșterii și căderea este determinată de caracteristicile materialului. Pentru a rezolva problema contracției rigid flexibil-PCB , să ne o scurtă prezentare a materialului de poliimidă plăcii flexibile:
(1) poliimide are o performanță termică excelentă, poate rezista la șocul termic al tratamentului termic de lipit fără plumb;
(2) Majoritatea producătorilor de dispozitive au tendința de a utiliza bord circuite flexibile pentru dispozitive mici care au nevoie pentru a sublinia integritatea semnalului;
(3) poliimidă are o temperatură de tranziție ridicată de sticlă și caracteristici punct de topire ridicat,
condiții normale , care urmează să fie prelucrate la 350 ℃ sau mai mult;
(4) La dizolvare organică, poliimidă este insolubil în solvenți organici obișnuiți.
Material placă flexibilă în sus și în jos cu principalul material de bază PI și lipici are o relație, care este, o relație de mare cu imidizare PI, cu cât gradul de imidizarea, cu atât mai puternic controlabilitatea.
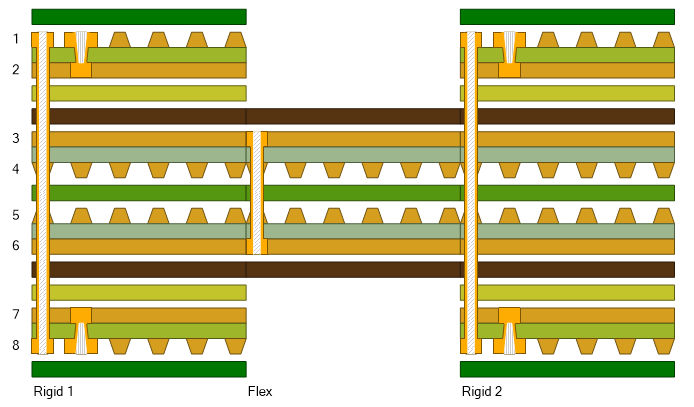
Conform regulilor normale de producție, după bord flexibil de tăiere, precum și formarea liniei grafice, iar combinația de rigid și moale , în procesul de compresie va avea diferite grade de creștere și contracția în linia corodarea grafică, intensitatea liniei și direcția , va conduce la reorientarea stresului întregii bord, și în cele din urmă să conducă la reglementarea generală a consiliului în sus și în jos schimbări; în procesul de combinare moale și tare, ca suprafața de film de acoperire și materialul de bază coeficientul de expansiune PI este inconsistentă, In cadrul unui anumit grad de expansiune.
Din motivul naturii, orice creșteri semnificative și este afectată de temperatură și, ca urmare a unor îndelungate în producția de PCB proces, materialul după multe proces cald umed, valoarea contracție mai mare pot avea grade diferite de modificari subtile, dar pe termen lung reale experiență de producție, schimbarea sau regulate.
Cum de a controla și de a îmbunătăți?
Strict vorbind, stresul intern al fiecărei role de material este diferit, iar procesul de control al fiecărui lot de plăci nu va fi exact la fel. Prin urmare, controlul coeficientului de dilatare material se bazează pe un număr mare de baze experimentale controlul procesului și analiza statistică a datelor este deosebit de importantă. În timpul funcționării efective, contracția plăcii flexibile este împărțit în etape:
The Primul este de la deschiderea spre foaia de copt, această etapă este cauzată în principal de efectele temperaturii:
Pentru a se asigura că placa de coacere cauzate de ridicarea și căderea de stabilitate, primul pentru a procesa consistență de control, sub premisa unui material unificat, fiecare încălzire placă de coacere și operațiunile de răcire trebuie să fie coerente, să nu urmeze orbește eficiență, și a pus finit plăci în aer pentru disiparea căldurii. Singura modalitate de a minimiza stresul interne cauzate de expansiunea și contracția materialului.
The A doua etapă a avut loc în procesul de transfer al modelului. Contracția acestei etape este cauzată în principal de schimbarea orientării stresului în material.
Pentru a se asigura că procesul de transfer de linie este stabil, toate foile de coacere nu a putut fi grinduri, direct prin suprafața liniei de curățare chimică de pre-tratare, după suprafața membranei de presiune trebuie să se stabilizeze, suprafața în picioare bord înainte și după timpul de expunere trebuie să fie suficientă , după transferul linia de sosire, datorită schimbării orientării stresului, placa flexibilă va prezenta un grad diferit de încrețire și contracția, astfel, relație de control de compensare de film a liniei la tare și moale, în combinație cu precizia de control, la în același timp, crește placa de flexibile și a gamei constatarea de valori, este producerea bazei sale de susținere a datelor panel rigid.
The Treia fază a contracției are loc în procesul de bord presă hard și soft, principalii parametri de compresie și proprietățile materiale ale acestei etape sunt determinate.
Factorii care influențează această fază de expansiune includ viteza de încălzire de laminare, stabilirea parametrilor de presiune, iar rata de cupru reziduală și grosimea miezului. În general, rata mai mică de cupru reziduală, cu atât mai mare valoarea de contracție; mai subțire de bază, cu atât mai mare valoarea creșterii și toamna. Cu toate acestea, de la mare la mic, este un proces treptat, astfel încât de compensare film este deosebit de important. În plus, datorită naturii bord flexibile și rigide bord materiale, compensarea acestuia este un factor suplimentar care trebuie luat în considerare.