

立ち上がりと立ち下がりの根本的な原因は、材料の特性によって決定されます。 収縮の問題解決するためにリジッドフレキシブルPCBボードを、私たちの柔軟なプレートポリイミドの材料を簡単に紹介してみましょう:
(1)ポリイミドは、優れた熱性能を有する鉛フリーはんだ熱処理の熱衝撃に耐えることができます。
(2)ほとんどのデバイスメーカーが使用する傾向があるフレキシブル回路基板のシグナル・インテグリティを重視する必要がある小型デバイス用;
(3)ポリイミドは、高いガラス転移温度及び高融点特性を有する
通常の状況が350℃以上で処理されます。
(4)有機溶解において、ポリイミドは、一般的な有機溶媒に不溶です。
フレキシブル板材アップとメイン基材PIと接着剤でダウン、すなわち、PIのイミド化との素晴らしい関係、イミド化度の高い、強力な制御関係を有しています。
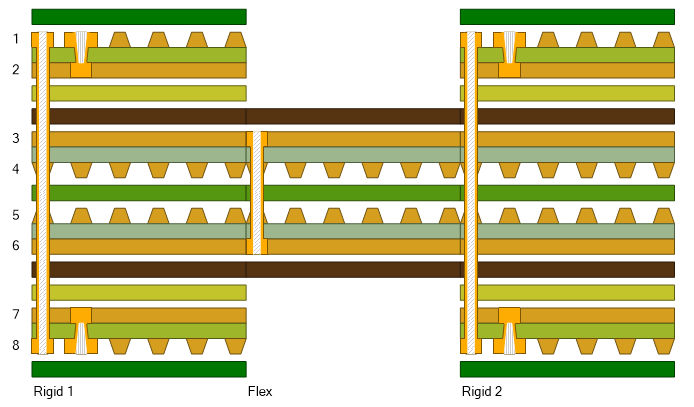
通常の生成規則によれば、後にフレキシブル基板切断、およびグラフィックス・ラインの形成、及び剛性と圧縮の過程におけるソフトの組み合わせグラフィックラインエッチング、線強度と方向の成長及び収縮の様々な程度を有することになります、ボード全体のストレスの再配向につながり、最終的にアップ基板のと変化ダウン一般のレギュレーションにつながります。 膜と基材PI膨張係数を被覆する表面として、軟質および硬質合成の過程で膨張のある程度の範囲内で、矛盾しています。
性質のため、任意の材料が増加し、温度の影響を受けているからと、に長い結果として、PCBの生産プロセス、材料多くのホット湿式処理の後、より高い収縮値は微妙な変化の異なる程度を有しているが、実際の長期的にすることができ生産の経験、変更または通常。
どのように制御し、向上させるには?
厳密に言えば、材料の各ロールの内部応力は異なり、プレートの各バッチのプロセス制御が正確に同じではありません。 したがって、材料の膨張係数の制御は、プロセス制御及びデータ統計解析の実験塩基の多数は特に重要であるに基づいています。 実際の動作では、可撓板の収縮段階に分けられます。
The まず、ベーキングシートへの開口部である、この段階は、主に温度の影響によって引き起こされます。
ベーキングプレートは安定の立ち上がり及び立ち下がりに起因することを確実にするために、制御の一貫性を処理する最初のは、統一された材料の前提の下で、各ベーキングプレートの加熱及び冷却操作が一致していなければならない、盲目的効率を追求し、完成を入れません放熱用空気中のプレート。 材料の伸縮による内部応力を最小限にするための唯一の方法。
The 第二相は、パターン転写の過程で発生しました。 この段階の収縮は、主に材料の応力方向の変化によって引き起こされます。
圧力膜表面が横ばいしなければならない後のライン転送処理が安定していることを保証するために、すべてのベーキングシートは、露光時間の前後に立っ基板表面が十分でなければならず、直接化学洗浄ラインの表面前処理を介して、粉砕物であることができませんでした、フィニッシュライン転送後、応力の向きの変化に、フレキシブルプレートはクリンプ収縮の異なる程度を提示する、制御の精度と組み合わせて、ハードとソフトのラインのかくして膜補償制御関係で同時に、可撓性プレートが増加し、値の範囲の把握は、その支持剛性パネルデータ単位の製造です。
The 第三の収縮のフェーズは、ハードとソフトボードプレスのプロセスで発生し、この段階の主圧縮パラメータ及び材料特性が決定されます。
展開のこの段階に影響を与える要因は、コアの積層の加熱速度、圧力パラメータの設定、及び残留銅率と厚さを含みます。 一般に、残留銅率、大きな収縮値より小さい。 立ち上がりと立ち下がりの値が大きいほど、コア薄いです。 しかし、大から小まで、漸進的なプロセスであり、そのフィルムの補償が特に重要です。 また、の性質に起因してフレキシブル基板とリジッド基板材料、その補償が考慮される必要がある追加の要因です。