

שורש עלייתו ונפילתו נקבע לפי מאפייני החומר. כדי לפתור את הבעיה של ההצטמקות של מועצת PCB הקשיחה-הגמישה , הבה הקדמה קצרה החומר של Polyimide הצלחת הגמישה:
(1) יש polyimide ביצועים מצוינים תרמית, יכול לעמוד ההלם התרמי של טיפול בחום הלחמה ללא עופרת;
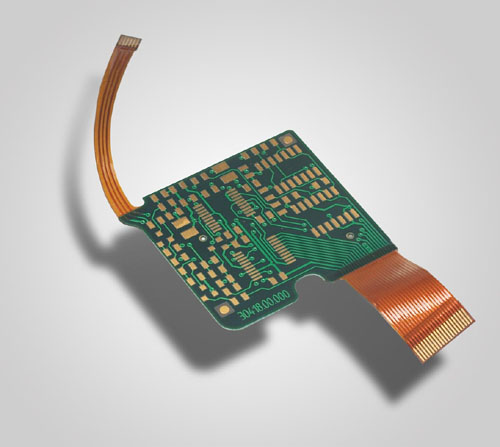
רוב (2) יצרני המכשירים נוטים להשתמש לוח מעגלים גמיש עבור מכשירים קטנים שצריכים להדגיש שלמות אות;
(3) יש Polyimide מעבר זכוכית טמפרטורה גבוהה ומאפייני נקודת התכה גבוהים,
בנסיבות רגילות להיות מעובד 350 ℃ או יותר;
(4) בשנת פירוק אורגני, פוליאימיד הוא מסיס בממסים אורגניים שכיחים.
חומר צלחת גמיש למעלה ולמטה עם PI ודבק חומר הבסיס העיקרי יש קשר, כי הוא, מערכת יחסים מצוינת עם imidation של PI, כך עולה מידת imidization, מתחזקים controllability.
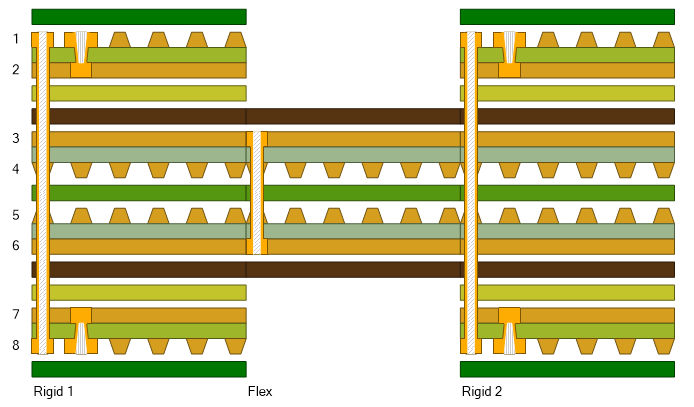
על פי כללי ייצור נורמלים, אחרי לוח גמיש חיתוך, ויצירת קו הגרפיקה, והשילוב של נוקשה ורך בתהליך של דחיסה תהיינה בדרגות שונות של צמיחה והתכווצות בתחריט קו הגרפיקה, עוצמת הקו והכיוון , אוביל הארגון מחדש של המתח של הלוח כולו, ובסופו של דבר להוביל תקנה הכללית של הלוח למעלה ולמטה שינויים; בתהליך של שילוב רך וקשה, כמו פני שטח משתרע סרט ואת מקדם התפשטות PI חומר הבסיס אינו עולה בקנה אחד, במסגרת תואר של התרחבות מסוים.
מן סיבת הטבע, כל עליות חומר ומושפעות טמפרטורה, כתוצאה ארוכה ייצור PCB תהליך, חומר לאחר תהליך רב חם ורטוב, ערך הצטמקות גבוה יכול להיות בדרגות שונות של שינויים עדינים, אבל בטווח הארוך בפועל ניסיון בייצור, שינוי או קבוע.
כיצד לשלוט ולשפר?
למען הדיוק, את הלחץ הפנימי של כל גליל של חומר שונה, ואת בקרת התהליכים של כל אצווה של צלחות לא תהיה בדיוק אותו הדבר. לכן, השליטה של מקדם התפשטות חומר מבוססת על מספר רב של בסיסים ניסיוניים על בקרת התהליכים וניתוח נתונים סטטיסטי חשוב במיוחד. בשנת מבצע בפועל, ההצטמקות של צלחת גמישה מחולקת לשלבים:
The הראשון הוא מהפתיחה אל תבנית האפייה, בשלב זה נגרם בעיקר על ידי השפעות טמפרטורה:
כדי להבטיח את הצלחת האפייה הנגרם על עלייתו ונפילתו של יציבות, הראשונה לעבד עקביות מלאה, תחת ההנחה של חומר אחיד, כל חימום אפיית צלחת וקירור פעולות חייבת להיות עקבי, לא בצורה עיוורת לרדוף יעילות, ולשים את המוגמר צלחות באוויר לפיזור חום. הדרך היחידה למזער את הלחץ הפנימי שנגרם על ידי התרחבות והתכווצות חומר.
The השני בשלב התרחש התהליך של העברת דפוס. הצטמקות של שלב זה נגרם בעיקר על ידי שינוי אוריינטציה הלחץ בחומר.
כדי להבטיח שתהליך קו ההעברה הוא יציב, כל דפי האפייה לא יכולים להיות טוחנים, ישירות דרך קו משטח הניקוי הכימי טרום הטיפול, לאחר משטח הממברנה הלחץ חייב להתמתן, עמידת משטח לוח לפני ואחרי זמן החשיפה חייב להיות מספיק , לאחר העברת קו הסיום, בשל שינוי כיוון המתח, צלחת גמישה יציגה מידה שונה של crimp והתכווצות, ובכך יחסים מלאי פיצוי סרט של הקו אל הקשה ורך בשילוב עם הדיוק של שליטה, ב במקביל, גדל ואת בירור צלחת גמישים של טווח ערכים, הוא הייצור של בסיס נתוני הפנל נוקשה התומך שלה.
The השלישי השלב של ההתכווצות מתרחש בתהליך של עיתונות לוח קשה ורכה, פרמטרי הדחיסה הראשיים תכונות חומר של שלב זה נקבעים.
גורמים שהשפיעו על שלב זה של התרחבות כוללים את שיעור חימום של למינציה, את ההגדרה של פרמטרי לחץ, ושיעור נחושת שיורית ועובי הליבה. באופן כללי, שיעור הנחושת שיורית הקטן יותר, ערך ההצטמקות יותר; מדלל את הליבה, כך גדל הערך של עלייתו ונפילתו. עם זאת, מן הגדולים אל קטן, הוא תהליך הדרגתי, כך פיצוי סרט חשוב במיוחד. בנוסף, בשל האופי של לוח גמיש לוח נוקשה חומר, הפיצוי שלה הוא גורם נוסף שצריך לקחת בחשבון.