

Uzrok o usponu i padu određuje se prema karakteristikama materijala. Da bi se riješio problem skupljanja Krute-Fleksibilni PCB ploču , neka nam kratak uvod u materijalu fleksibilne ploče poliamid:
(1) ima odličnu poliimid toplinska svojstva, mogu izdržati toplinsku šok lemljenje toplinskog tretmana bezolovnog;
(2) Većina uređaja proizvođači imaju tendenciju da koriste fleksibilne krugova odbora za male uređaje koje je potrebno naglasiti integritet signala;
(3) ima poliamid visoke temperature staklastog prijelaza i visoke osobine Talište
normalnim okolnostima biti obrađeni na 350 ℃ ili više;
(4) U organskom otapanja, poliimid netopljiv u uobičajenim organskim otapalima.
Fleksibilni ploča materijal gore i dolje s glavnim osnovnog materijala PI i ljepila ima odnos, to jest, veliki odnos s imidiziranje PI, to je veći stupanj imidization, jači upravljivosti.
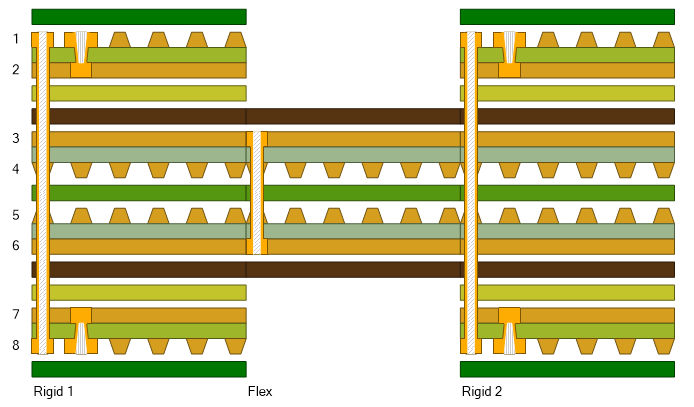
Prema uobičajenim proizvodnim pravilima, nakon fleksibilne ploče za rezanje i formiranje grafičke linije, a kombinacija krute i meke u procesu kompresije će imati različite stupnjeve rasta i stezanja u grafičkom linije bakropis, intenzitet linija i smjer , će dovesti do preusmjeravanja stresa cijelim forumom, i na kraju dovesti do općeg akta ploče gore i dolje promjena; u procesu kombiniranjem meko i tvrdo kao obloge filma i osnovnog materijala koeficijent ekspanzije PI je u skladu, u okviru određenog stupnja ekspanzije.
Iz razloga prirode, znatnije se povećava i je pod utjecajem temperature i, kao rezultat dugo u PCB-proizvodnja procesa, materijala nakon mnogih vrućim vlažnim postupkom, veća vrijednost skupljanja može imati različite stupnjeve suptilnim promjenama, ali dugoročno od stvarne proizvodnja iskustvo, promjena ili redovita.
Kako kontrolirati i poboljšati?
Strogo govoreći, unutarnji stres svake role materijala je drugačiji, a proces kontrole svake serije ploča neće biti isti. Prema tome, kontrola koeficijenta materijalne ekspanzije temelji se na velikom broju eksperimentalnih baze na kontrolu procesa i podataka statističke analize je osobito važno. U stvarnom radu, skupljanje fleksibilnog ploče je podijeljen u faze:
The Prvi je iz otvora za pečenje, ovaj stupanj je uglavnom uzrokovano utjecaja temperature:
Kako bi se osiguralo da je pečenje ploča uzrokovana uspon i pad stabilnosti, prvo obraditi kontrole konzistentnosti, pod pretpostavkom jedinstvenog materijala, svako pečenje ploča za grijanje i hlađenje operacije moraju biti u skladu, a ne slijepo slijediti učinkovitost, stavi gotov Posudice u zraku topline. Jedini način da se smanji unutarnji stres uzrokovan materijala širenja i skupljanja.
The Druga faza je došlo u procesu prijenosa uzorka. Skupljanje te faze uglavnom uzrokovane promjenom orijentacije stresa u materijalu.
Kako bi se osiguralo da proces prijenosa linija je stabilna, svih pečenje listova ne može biti brus, izravno putem kemijsko čišćenje linija površine prije tretmana, nakon površini tlak membrane mora razini off, površine stoji ploča prije i nakon vremena izlaganja mora biti dovoljan nakon prijenosa cilja, s obzirom na promjene orijentacije stresa, fleksibilna ploča će predstaviti drugačiji stupanj crimp i kontrakcija, time i kontrolu odnos filma naknadu linije za tvrdi i meki, u kombinaciji s preciznošću kontrole, na u isto vrijeme, fleksibilnih ploča povećava i utvrđivanje raspona vrijednosti, je proizvodnja krutih panela pratećih bazi podataka.
The Treća faza kontrakcije događa u procesu tvrdih i mekih odbora tisku, glavni kompresije parametri i svojstva materijala od ovoj fazi se utvrđuju.
Čimbenici koji utječu na ove faze ekspanzije uključuju brzini zagrijavanja od laminiranje, podešavanja parametara tlakom, a preostala brzina bakra i debljina jezgre. Općenito, što je manji zaostali postotak bakra je veća vrijednost skupljanje; tanje jezgra, to je veća vrijednost uspona i pada. Međutim, od velike do male, je postupan proces, tako da naknada film je osobito važno. Osim toga, s obzirom na prirodu fleksibilna i kruta ploča ploča materijala, njegova naknada je dodatni faktor koji treba uzeti u obzir.